






- Строительство
- Промышленные технологии
- Инвестиционный консалтинг
- Промышленные технологии
- Инвестиционный консалтинг

Защитный Комплекс "Барьер"
Все перечисленные меры являются дорогостоящими требуют наличия специального термического оборудования или специальной оснастки, часто нетехнологичны из-за больших объёмов производства и не всегда обеспечивают гарантированный эффект защиты от окисления и обезуглероживания поверхности.
Разработанная технология успешно испытана и используется в авиакосмической промышленности, станко- и машиностроении.
Защита от окисления и обезуглероживания осуществляется при протекании двух параллельных процессов:
1. На поверхности термообрабатываемых изделий формируется барьерный слой, состоящий из оксидов и оксикарбидов, получаемых осаждением из газовой фазы при разложении летучих координационных соединений типа Me (R)n при температурах термической обработки, в процессе самой обработки, где R представляет собой органическую часть молекулы соединения.
2. Газообразные продукты термодиструкции летучих координационных соединений, взаимодействуя с кислородом окислительной атмосферы печи, связывают его, создавая в печном пространстве восстановительную атмосферу, сильно обеднённую кислородом.
1. На поверхности термообрабатываемых изделий формируется барьерный слой, состоящий из оксидов и оксикарбидов, получаемых осаждением из газовой фазы при разложении летучих координационных соединений типа Me (R)n при температурах термической обработки, в процессе самой обработки, где R представляет собой органическую часть молекулы соединения.
2. Газообразные продукты термодиструкции летучих координационных соединений, взаимодействуя с кислородом окислительной атмосферы печи, связывают его, создавая в печном пространстве восстановительную атмосферу, сильно обеднённую кислородом.
Сущность процесса:
Комплекс "Барьер" помещается в печь в виде порошка и при температуре 180-200 °С возгоняется, переходя в газовую фазу заполняет объем печи. Далее происходит термодиструкция (разложение) комплекса с образованием твердой фазы оксид/карбида металла, паров воды и углекислого газа.
Твердая фаза в виде технологического (неконструкционного) покрытия садится на нагретую поверхность деталей и нагревателей, осуществляя их защиту от высокотемпературной коррозии, обезуглероживания и потери легирующих элементов.
Защитное покрытие формируют в печах резистивного нагрева шахтного или камерного типа с воздушной атмосферой непосредственно во время термической обработки без изменения принятых режимов термообработки.
Следует отметить, что защитное барьерное покрытие имеет очень слабую адгезию к поверхности металла и легко удаляется. По этой причине это покрытие является технологическим, а не конструкционным и не оказывает влияния прочностные характеристики металла, такие как предел прочности, модуль упругости, относительное удлинение и предел текучести. Толщина барьерного слоя находится в пределах от 1000А до 1мкм.
Кроме того, на поверхности металла резко замедляется процесс потери углерода, присутствующего в сталях в качестве основного легирующего структурообразующего элемента. Это влечёт за собой замедление диффузии углерода из глубинных зон металла, то есть резко замедляет обезуглероживание. Снижение обезуглероживания способствует повышению твёрдости при закалке сталей с применением указанной защитной технологии.
Поверхность легированных сталей не обедняется легирующими элементами, такими как молибден, вольфрам, титан, марганец.
Особенно эффективным предлагаемый метод является в случае защиты от окисления и обезуглероживания любых пружин, резьб, внутренних полостей пресс-форм, трущихся поверхностей, валов, шпинделей, проволоки и т.д.
Обработанная поверхность готова для нанесения гальванических и химических покрытий, а также для горячего цинкования и алитирования без дополнительной подготовки.
При закалке в масле на поверхности обработанных деталей образуется черная пленка (аналогично защитным покрытиям при химическом оксидировании) с повышенной коррозионной стойкостью в воздушной атмосфере.
Предлагаемый метод может быть использован в проходных и факельных печах открытого типа при загрузке деталей в герметичных коробах.
Комплекс "Барьер" помещается в печь в виде порошка и при температуре 180-200 °С возгоняется, переходя в газовую фазу заполняет объем печи. Далее происходит термодиструкция (разложение) комплекса с образованием твердой фазы оксид/карбида металла, паров воды и углекислого газа.
Твердая фаза в виде технологического (неконструкционного) покрытия садится на нагретую поверхность деталей и нагревателей, осуществляя их защиту от высокотемпературной коррозии, обезуглероживания и потери легирующих элементов.
Защитное покрытие формируют в печах резистивного нагрева шахтного или камерного типа с воздушной атмосферой непосредственно во время термической обработки без изменения принятых режимов термообработки.
Следует отметить, что защитное барьерное покрытие имеет очень слабую адгезию к поверхности металла и легко удаляется. По этой причине это покрытие является технологическим, а не конструкционным и не оказывает влияния прочностные характеристики металла, такие как предел прочности, модуль упругости, относительное удлинение и предел текучести. Толщина барьерного слоя находится в пределах от 1000А до 1мкм.
Кроме того, на поверхности металла резко замедляется процесс потери углерода, присутствующего в сталях в качестве основного легирующего структурообразующего элемента. Это влечёт за собой замедление диффузии углерода из глубинных зон металла, то есть резко замедляет обезуглероживание. Снижение обезуглероживания способствует повышению твёрдости при закалке сталей с применением указанной защитной технологии.
Поверхность легированных сталей не обедняется легирующими элементами, такими как молибден, вольфрам, титан, марганец.
Особенно эффективным предлагаемый метод является в случае защиты от окисления и обезуглероживания любых пружин, резьб, внутренних полостей пресс-форм, трущихся поверхностей, валов, шпинделей, проволоки и т.д.
Обработанная поверхность готова для нанесения гальванических и химических покрытий, а также для горячего цинкования и алитирования без дополнительной подготовки.
При закалке в масле на поверхности обработанных деталей образуется черная пленка (аналогично защитным покрытиям при химическом оксидировании) с повышенной коррозионной стойкостью в воздушной атмосфере.
Предлагаемый метод может быть использован в проходных и факельных печах открытого типа при загрузке деталей в герметичных коробах.
Термическая обработка, имеющая целью изменить структуру и свойства металла в требуемом направлении, широко
применяется в машиностроении. Большинство изделий проката железоуглеродистых сплавов подвергается длительному отжигу
в муфельных, шахтных, колпаковых, проходных печах с газовым или электрическим нагревом.
Однако наряду с требуемыми изменениями свойств железоуглеродистых сплавов при высоких температурах происходят и
нежелательные превращения, связанные с взаимодействием металла с кислородом. При этом происходит образование окалины,
обезуглероживание поверхностного слоя металла и потеря легирующих элементов поверхности металла в случае легированных
сталей.
Такие отрицательные процессы вызывают необходимость принятия защитных мер, предотвращающих или снижающих
высокотемпературное взаимодействие железоуглеродистых сплавов с кислородом. К таким мерам относится создание защитной
газовой атмосферы в печном пространстве и проведение термической обработки в атмосфере защитного генеративного газа
(Nx-газа) или в атмосфере смеси генеративного и природного газа.
Другие известные меры и методы защиты от окисления и обезуглероживания проката чёрных металлов и
сплавов следующие:
- проведение процесса термической обработки в вакууме или в инертной атмосфере, проведение термообработки в
герметических ёмкостях, в засыпке инертным наполнителем или реагентами, создающими восстановительную атмосферу,
нанесение на поверхность изделий паст, эмалей, защитных гальванических покрытий.
Разработанный процесс обеспечивает:
- предотвращение окалины;
- резкое снижение глубины окисленного приповерхностного слоя;
- резкое снижение толщины обезуглероженного слоя;
- снижение потери легирующих компонентов сплавов (W,Mo,V,Ti,Cr и др.);
- сохранение геометрии и размерной точности изделий;
- экономию природного газа до 40%.
- экономию электрической энергии (за счёт увеличения температурного режима и уменьшения времени отжига).
Процесс позволяет устранить:
- очистные операции после термообработки (дробеструйная и абразивная обработка, галтовка, травление);
- применение безокислительного нагрева (вакуум, инертная атмосфера, соляные ванны);
- брак изделий, вызванный недостаточной чистотой поверхности в труднодоступных внутренних полостях, карманах.
Процесс является экологически чистым:
Для реализации разработанного процесса не требуется специального оборудования и приборов. Режимы термической обработки не изменяются. Продукты разложения, формируемые в ходе термообработки не содержат газообразных токсичных веществ и соединений, включённых в список вредных веществ. Поэтому не требуется дополнительных систем вентиляции или установки специальных вытяжных устройств.
Процесс является дешевым. Увеличение затрат на термообработку не превышает 0,8-1,5% от стоимости материала изделия.
Таким образом, преимущества разработанного процесса следующие:
- Снижение трудоёмкости термообработки и значительная экономия энергоносителей за счёт исключения защитной атмосферы, инертной атмосферы и вакуума
- Возможность замены термообработки в соляных ваннах нагревом в обычных печах с воздушной атмосферой
- Снижение брака при последующих очистных операций (травление, дробеструйная обработка, галтовка)
- Снижение брака при последующей механической обработке
- Повышение твёрдости поверхностного слоя вследствие устранения или резкого обезуглероживания поверхностного слоя металла.
- Экономия металла, снижение припусков на механическую обработку
- Возможность нанесения гальванических покрытий (оксидирование, оксифосфатирование, кадмирование).
Процесс перспективен для внедрения на металлургических предприятиях и во всех отраслях машиностроения, включая авиастроение, автомобилестроение и заготовительное ковочно-прокатное производство.
- предотвращение окалины;
- резкое снижение глубины окисленного приповерхностного слоя;
- резкое снижение толщины обезуглероженного слоя;
- снижение потери легирующих компонентов сплавов (W,Mo,V,Ti,Cr и др.);
- сохранение геометрии и размерной точности изделий;
- экономию природного газа до 40%.
- экономию электрической энергии (за счёт увеличения температурного режима и уменьшения времени отжига).
Процесс позволяет устранить:
- очистные операции после термообработки (дробеструйная и абразивная обработка, галтовка, травление);
- применение безокислительного нагрева (вакуум, инертная атмосфера, соляные ванны);
- брак изделий, вызванный недостаточной чистотой поверхности в труднодоступных внутренних полостях, карманах.
Процесс является экологически чистым:
Для реализации разработанного процесса не требуется специального оборудования и приборов. Режимы термической обработки не изменяются. Продукты разложения, формируемые в ходе термообработки не содержат газообразных токсичных веществ и соединений, включённых в список вредных веществ. Поэтому не требуется дополнительных систем вентиляции или установки специальных вытяжных устройств.
Процесс является дешевым. Увеличение затрат на термообработку не превышает 0,8-1,5% от стоимости материала изделия.
Таким образом, преимущества разработанного процесса следующие:
- Снижение трудоёмкости термообработки и значительная экономия энергоносителей за счёт исключения защитной атмосферы, инертной атмосферы и вакуума
- Возможность замены термообработки в соляных ваннах нагревом в обычных печах с воздушной атмосферой
- Снижение брака при последующих очистных операций (травление, дробеструйная обработка, галтовка)
- Снижение брака при последующей механической обработке
- Повышение твёрдости поверхностного слоя вследствие устранения или резкого обезуглероживания поверхностного слоя металла.
- Экономия металла, снижение припусков на механическую обработку
- Возможность нанесения гальванических покрытий (оксидирование, оксифосфатирование, кадмирование).
Процесс перспективен для внедрения на металлургических предприятиях и во всех отраслях машиностроения, включая авиастроение, автомобилестроение и заготовительное ковочно-прокатное производство.



Комплекс "Барьер" помещается в печь в виде порошка, из расчета 40-50 г/м3 объема печи, и при температуре 180-200 °С возгоняется, переходя в газовую фазу заполняет объем печи и создает там сильно обедненную кислородом атмосферу.
Далее происходит термодиструкция (разложение) комплекса с образованием твердой фазы оксид/карбида металла, паров воды и углекислого газа.
Твердая фаза в виде технологического (неконструкционного) покрытия садится на нагретую поверхность деталей и нагревателей, осуществляя их защиту от высокотемпературной коррозии, обезуглероживания и потери легирующих элементов.
Реактивную композицию вносить непосредственно по периметру и по возможности на всю поверхность обрабатываемых материалов равномерным слоем (для отжига в коробах, поддонах, муфелях, ретортах).
Если нет возможности внесения реагента по вышеуказанному принципу, тогда необходимо завернуть реактивную композицию в тонкую бумажную салфетку и внести в печь.
Далее происходит термодиструкция (разложение) комплекса с образованием твердой фазы оксид/карбида металла, паров воды и углекислого газа.
Твердая фаза в виде технологического (неконструкционного) покрытия садится на нагретую поверхность деталей и нагревателей, осуществляя их защиту от высокотемпературной коррозии, обезуглероживания и потери легирующих элементов.
Реактивную композицию вносить непосредственно по периметру и по возможности на всю поверхность обрабатываемых материалов равномерным слоем (для отжига в коробах, поддонах, муфелях, ретортах).
Если нет возможности внесения реагента по вышеуказанному принципу, тогда необходимо завернуть реактивную композицию в тонкую бумажную салфетку и внести в печь.
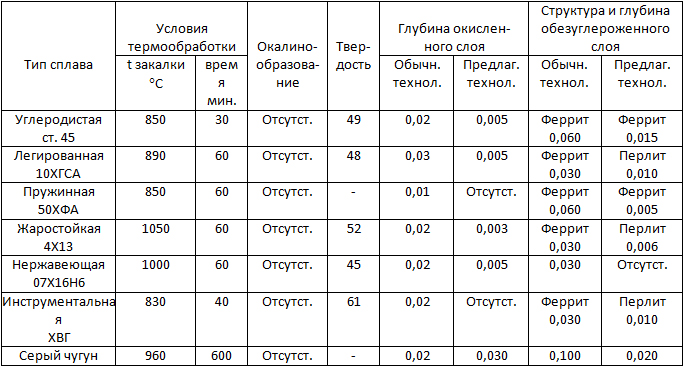
Примеры конкретного выполнения процесса защиты
Если Вас заинтересовала первоначальная информация
Мы готовы выслать дополнительный информационный материал
Данный комплекс подходит для всех марок сталей и сплавов
Мы готовы выслать дополнительный информационный материал
Данный комплекс подходит для всех марок сталей и сплавов

© 2008 ООО ТПК "Альфа-Регион" ™ - www.alfa-region.ru
Все права защищены законом об авторском праве.
Копирование текстов запрещается.
Все права защищены законом об авторском праве.
Копирование текстов запрещается.

Защитный состав "Барьер" - Инструкция по применению:


Предлагается новый метод защиты железоуглеродистых сплавов непосредственно в процессе термической обработки от
окалинообразования и обезуглероживания с помощью Защитного состава «Барьер»
окалинообразования и обезуглероживания с помощью Защитного состава «Барьер»


Торгово-Промышленная Компания
«Альфа-Регион»
«Альфа-Регион»


- Промышленные технологии
Защита металлоизделий из различных сталей и сплавов при нагреве от окисления и обезуглероживания

